在金屬板材加工領域,特別是涉及厚板、重型結構或高精度要求的工況時,常規鉆孔技術往往力有不逮。此時,深孔鉆床便成為了關鍵設備。本文將探討深孔鉆床的特點及其在板材深孔加工中的核心工藝與優勢。
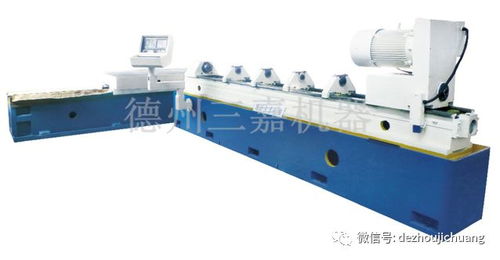
一、深孔鉆床:專為深度而生
深孔鉆床是一種專門設計用于加工孔深與孔徑之比(深徑比)很大的機床,通常深徑比大于10:1即可歸入深孔加工范疇。與普通鉆床不同,它并非單純依靠軸向壓力推進,而是采用了特殊的排屑、冷卻和導向系統,以解決深孔加工中的核心難題:排屑困難、散熱不良和軸線易偏斜。
其主要技術特點包括:
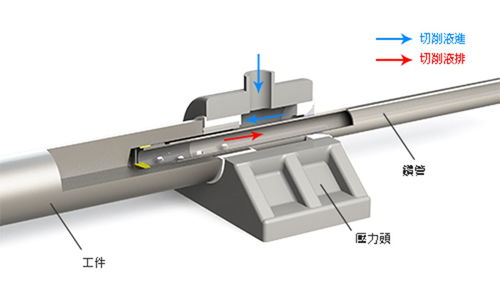
- 內冷卻/外排屑系統:高壓冷卻液通過鉆桿內部直達切削刃,不僅有效冷卻,更將切屑從鉆桿外壁與孔壁之間的通道強制排出,避免了切屑堵塞和劃傷已加工表面。
- 精密導向與支撐:加工開始時,采用引導套或預鉆導向孔確保初始位置精度;在加工過程中,鉆桿本身或專門的支撐襯套提供徑向支撐,防止因懸伸長而產生的撓曲和振動。
- 專用的深孔鉆頭:如槍鉆(單刃)、BTA鉆(內排屑深孔鉆)或噴吸鉆等,這些鉆頭結構專為高效斷屑、順暢排屑和良好導向而優化。
二、板材深孔加工的挑戰與工藝要點
在板材上進行深孔加工,面臨著不同于實心棒料鉆孔的獨特挑戰:
- 入口與出口控制:板材相對較薄(雖厚但相比孔深仍屬“板”狀),入口處易產生毛刺,出口處易發生崩裂或材料撕裂,影響質量和精度。
- 孔直線度要求高:對于連接孔或長距離的定位孔,直線度誤差會嚴重影響裝配。
- 加工效率:板材上的孔可能數量多、分布廣,需要高效率的加工方案。
針對板材的深孔加工工藝要點如下:
- 工件裝夾與支撐:必須確保板材在加工區域下方有穩固的支撐,防止因鉆頭軸向力導致板材變形或振動。通常使用專用的夾具和工作臺,并在出口側提供輔助支撐。
- 工藝參數優化:根據板材材料(如鋼板、鋁合金板、不銹鋼板等)合理選擇切削速度、進給量和冷卻液壓力。過高的參數可能導致鉆頭過早磨損或孔質量下降。
- 啄鉆與連續鉆的選擇:對于極深的孔或難加工材料,有時可采用“啄鉆”工藝(鉆入一定深度后退出排屑),但現代高效深孔鉆床更傾向于實現一次進給的連續加工,以提升效率并保證孔壁質量。
- 導向與對中:加工前務必精確對刀,并使用高精度的導向套。對于通孔,在即將穿透時降低進給率,可以有效減少出口毛刺和崩邊。
三、深孔鉆床在板材加工中的核心優勢
- 高精度與高質量:可穩定加工出直線度高、圓度好、表面粗糙度低的深孔,孔的位置精度和尺寸一致性極佳,減少了后續鉸孔或精加工的需要。
- 卓越的加工效率:尤其是BTA或噴吸鉆系統,其金屬去除率和進給速度遠高于傳統麻花鉆的往復啄鉆方式,大幅縮短了單個孔的加工時間,對于多孔板材效益顯著。
- 工藝可靠性強:有效的斷屑和強制排屑機制,避免了因切屑纏繞、堵塞導致的鉆頭損壞或工件報廢,提升了加工過程的安全性和穩定性。
- 廣泛的材料適應性:從普通的碳鋼到高強度的合金鋼、不銹鋼、鋁合金、銅合金乃至某些高溫合金板材,通過調整刀具和參數,均可實現有效加工。
四、應用領域
板材深孔加工技術廣泛應用于:
- 模具行業:大型注塑模、壓鑄模上的冷卻水孔、頂桿孔加工。
- 能源與重型機械:鍋爐管板、熱交換器板、水輪機部件、大型軸承座上的深孔。
- 航空航天:飛機翼梁、起落架等結構件上的高精度減重孔和連接孔。
- 液壓與氣動:閥板、油缸端蓋上的復雜油路孔加工。
###
深孔鉆床是解決板材高質量、高效率深孔加工需求的終極方案。它通過一系列專門的設計,克服了深度帶來的物理限制,將挑戰轉化為穩定可靠的產出。對于涉及厚板深孔加工的企業而言,投資合適的深孔鉆床及工藝技術,是提升產品競爭力、保證生產節拍與質量的關鍵一步。在選擇時,需綜合考慮板材材質、孔徑深度范圍、精度要求及生產批量,以匹配最適合的深孔加工系統。