一、引言:深孔加工的定義與挑戰(zhàn)
深孔加工,通常指加工孔徑與深度之比(長(zhǎng)徑比)大于5的孔,尤其當(dāng)長(zhǎng)徑比超過(guò)10時(shí),便進(jìn)入傳統(tǒng)鉆削工藝的困難領(lǐng)域。這類加工廣泛應(yīng)用于航空航天、能源動(dòng)力(如發(fā)動(dòng)機(jī)缸體、液壓油缸)、模具制造(如熱流道系統(tǒng))及槍炮管制造等關(guān)鍵行業(yè)。其核心挑戰(zhàn)在于:排屑困難、散熱不良、刀具剛性差易偏斜、加工精度(尺寸、直線度、表面粗糙度)難以保證。為此,專用的深孔鉆床及配套加工系統(tǒng)應(yīng)運(yùn)而生,成為解決這些難題的專業(yè)方案。
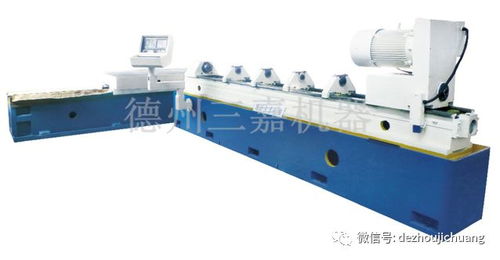
二、核心裝備:深孔鉆床詳解
深孔鉆床并非普通鉆床的簡(jiǎn)單放大,而是為深孔加工的特殊物理需求而設(shè)計(jì)的專用機(jī)床。
1. 主要結(jié)構(gòu)與特點(diǎn):
高剛性床身與精密導(dǎo)向: 采用優(yōu)質(zhì)鑄鐵或焊接鋼結(jié)構(gòu),振動(dòng)小,確保加工穩(wěn)定性。主軸箱和工作臺(tái)配備高精度導(dǎo)軌,為鉆桿提供極其穩(wěn)定、同軸的直線進(jìn)給運(yùn)動(dòng),這是防止孔偏斜的基礎(chǔ)。
高壓冷卻液系統(tǒng): 這是深孔鉆床的“心臟”。系統(tǒng)提供高壓(通常可達(dá)幾十至上百巴)、大流量的切削液,其核心功能不僅是冷卻,更重要的是通過(guò)鉆桿與孔壁間的通道將切屑強(qiáng)制排出,避免堵塞和劃傷已加工表面。
* 主軸與進(jìn)給系統(tǒng): 主軸通常采用無(wú)級(jí)調(diào)速,以適應(yīng)不同材料和孔徑。進(jìn)給系統(tǒng)要求極其平穩(wěn)、無(wú)爬行,多采用伺服電機(jī)驅(qū)動(dòng)滾珠絲杠,可實(shí)現(xiàn)精確的進(jìn)給量和退出動(dòng)作。
2. 主要加工方式對(duì)應(yīng)的機(jī)床類型:
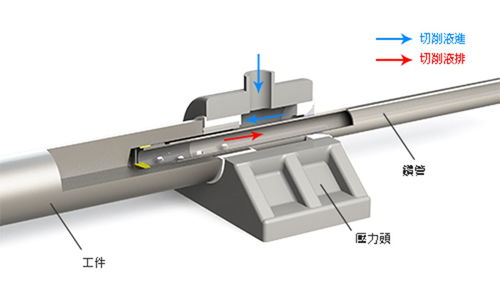
槍鉆機(jī)床: 適用于小直徑(通常φ1-φ35mm)深孔加工。采用單管內(nèi)排屑方式,高壓油從鉆桿內(nèi)部送入,攜帶切屑從鉆桿外側(cè)的V型槽排出。機(jī)床結(jié)構(gòu)相對(duì)緊湊。
BTA(噴吸鉆)機(jī)床: 適用于中等及以上直徑(通常φ6mm以上)的深孔加工。切削液通過(guò)授油器從鉆桿外壁與孔壁的間隙壓入,切屑則從鉆桿內(nèi)部被推(或結(jié)合負(fù)壓抽吸)排出。效率高,是深孔加工的主流方式之一。
* 套料鉆機(jī)床: 用于加工大直徑深孔(如φ100mm以上)。采用環(huán)形刀具,只切削一個(gè)環(huán)形區(qū)域,中心留下料芯,材料利用率高,切削力小。
三、關(guān)鍵工藝系統(tǒng):深孔加工技術(shù)核心
一套完整的深孔加工系統(tǒng),除了機(jī)床本體,還包括刀具、夾具、冷卻液和控制系統(tǒng),它們共同構(gòu)成了深孔加工的完整解決方案。
1. 專用刀具系統(tǒng):
槍鉆: 一體式硬質(zhì)合金刀具,頭部有唯一的切削刃和一個(gè)精確的導(dǎo)向條,依靠高壓油實(shí)現(xiàn)排屑和潤(rùn)滑。
BTA/噴吸鉆: 通常由鉆頭、鉆桿和連接器組成。鉆頭上有多個(gè)對(duì)稱分布的切削刃和導(dǎo)向塊,受力平衡,加工精度和效率更高。
* 刀具材質(zhì)與涂層: 普遍采用超細(xì)顆粒硬質(zhì)合金,并涂覆TiAlN等耐磨涂層,以應(yīng)對(duì)深孔內(nèi)惡劣的切削環(huán)境和長(zhǎng)距離磨損。
2. 高壓冷卻過(guò)濾系統(tǒng):
高壓泵站: 提供穩(wěn)定、清潔的高壓切削液(通常是專用深孔切削油或乳化液)。
多層過(guò)濾裝置: 包括磁性分離器、紙帶過(guò)濾、離心過(guò)濾甚至真空過(guò)濾等,確保回流切削液的潔凈度,防止細(xì)微切屑顆粒損壞泵、刀具或工件表面。
* 溫度控制: 大型系統(tǒng)常配備制冷機(jī)組,控制油溫穩(wěn)定,保證加工精度的一致性。
3. 精密夾具與導(dǎo)向系統(tǒng):
授油器/導(dǎo)向套: 這是BTA/槍鉆加工的關(guān)鍵部件。它在工件入口處為鉆桿提供精確的徑向支撐和初始導(dǎo)向,并作為高壓切削液的密封入口,防止泄漏。
中心架/跟刀架: 在加工超長(zhǎng)工件時(shí),為外露的鉆桿提供中間支撐,防止其因自重和切削力產(chǎn)生彎曲振動(dòng)。
4. 智能化監(jiān)控系統(tǒng):
現(xiàn)代深孔鉆床集成了先進(jìn)的數(shù)控系統(tǒng)(CNC)和狀態(tài)監(jiān)控模塊,可實(shí)時(shí)監(jiān)測(cè)主軸扭矩、進(jìn)給力、冷卻液壓力和流量等參數(shù)。一旦出現(xiàn)排屑不暢、刀具磨損或即將鉆透等異常情況,系統(tǒng)能自動(dòng)調(diào)整參數(shù)或報(bào)警,實(shí)現(xiàn)智能化、無(wú)人化加工,大幅提升安全性和可靠性。
四、優(yōu)勢(shì)與應(yīng)用
采用專業(yè)深孔鉆床及系統(tǒng)進(jìn)行加工,相比傳統(tǒng)方法具有壓倒性優(yōu)勢(shì):加工精度高(直線度可達(dá)0.1mm/1000mm,表面粗糙度Ra可達(dá)0.4-1.6μm)、效率提升顯著(一次進(jìn)給成型,無(wú)需退屑)、工藝可靠性強(qiáng)。
從精密的航空發(fā)動(dòng)機(jī)燃油噴嘴,到巨大的水電發(fā)電機(jī)主軸內(nèi)孔,再到各類液壓缸筒,深孔鉆床及其加工系統(tǒng)正以其不可替代的專業(yè)能力,支撐著現(xiàn)代高端制造業(yè)向更精密、更高效、更可靠的方向不斷邁進(jìn)。它不僅是加工一個(gè)“深孔”,更是打通了眾多關(guān)鍵零部件性能提升的技術(shù)通道。