在現代機械制造領域,深孔加工是一項關鍵且富有挑戰性的工藝,尤其當孔的深度與直徑之比(長徑比)超過10:1時。在眾多深孔加工技術中,槍鉆技術以其高精度、高效率和高表面質量的特性脫穎而出,成為加工小直徑深孔的首選方法之一。
一、 槍鉆技術的基本原理
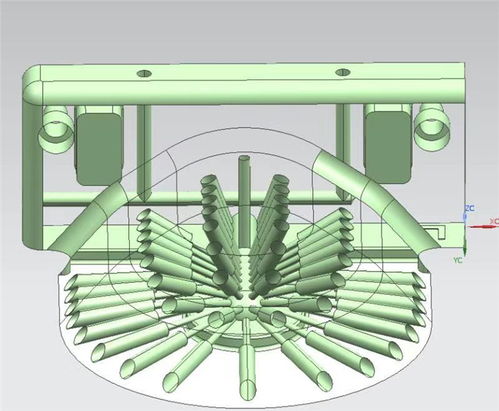
槍鉆,又稱單刃深孔鉆,是一種結構獨特的實心鉆削刀具。其核心工作原理在于“內外分工,高壓引導”。
- 獨特的刀具結構:槍鉆由鉆柄、鉆桿和鉆頭三部分焊接而成。鉆頭通常采用硬質合金,其上有兩個關鍵部分:位于中心的切削刃(主切削刃和副切削刃)以及一個偏離中心的V形槽。鉆桿為中空管,內部構成冷卻液通道。
- 高壓冷卻潤滑系統:加工時,高壓冷卻液(通常是特種油或乳化液)從機床經由鉆桿內部通道,強制注入到鉆頭的切削區域。這起到了多重作用:一是冷卻高溫的切削刃;二是將切削產生的細小切屑從V形槽“沖刷”出來,沿鉆桿外壁與孔壁之間的空隙排出,有效避免了切屑堵塞,這是深孔加工成功的關鍵。
- 導向與支撐:鉆頭圓柱面上的導向條(通常為硬質合金)在已加工的孔壁上滑動,為刀具提供徑向支撐,確保鉆孔的直線度和尺寸精度。
二、 槍鉆技術的核心優勢
與傳統麻花鉆或BTA鉆相比,槍鉆技術在特定領域具有顯著優勢:
- 出色的直線度與精度:導向條的支撐作用使槍鉆能加工出直線度極高、圓度好的深孔,孔徑公差通常可控制在IT7-IT9級。
- 卓越的表面質量:高壓冷卻液的持續沖刷和單刃切削的特性,使得加工出的孔壁表面粗糙度值(Ra)可以很低,甚至可達0.4微米以下,減少了后續精加工的需求。
- 高效排屑,安全可靠:獨特的內部供液、外部排屑方式,確保了即使在極深的孔加工中,切屑也能被穩定、連續地排出,極大降低了因排屑不暢導致刀具損壞或孔質量下降的風險。
- 適應性強:不僅能加工通孔,也能加工盲孔。適用于多種材料,包括鋼、合金鋼、有色金屬(如鋁、銅)以及某些難加工材料。
三、 技術應用與關鍵考量
槍鉆技術廣泛應用于需要高質量小直徑深孔的行業:
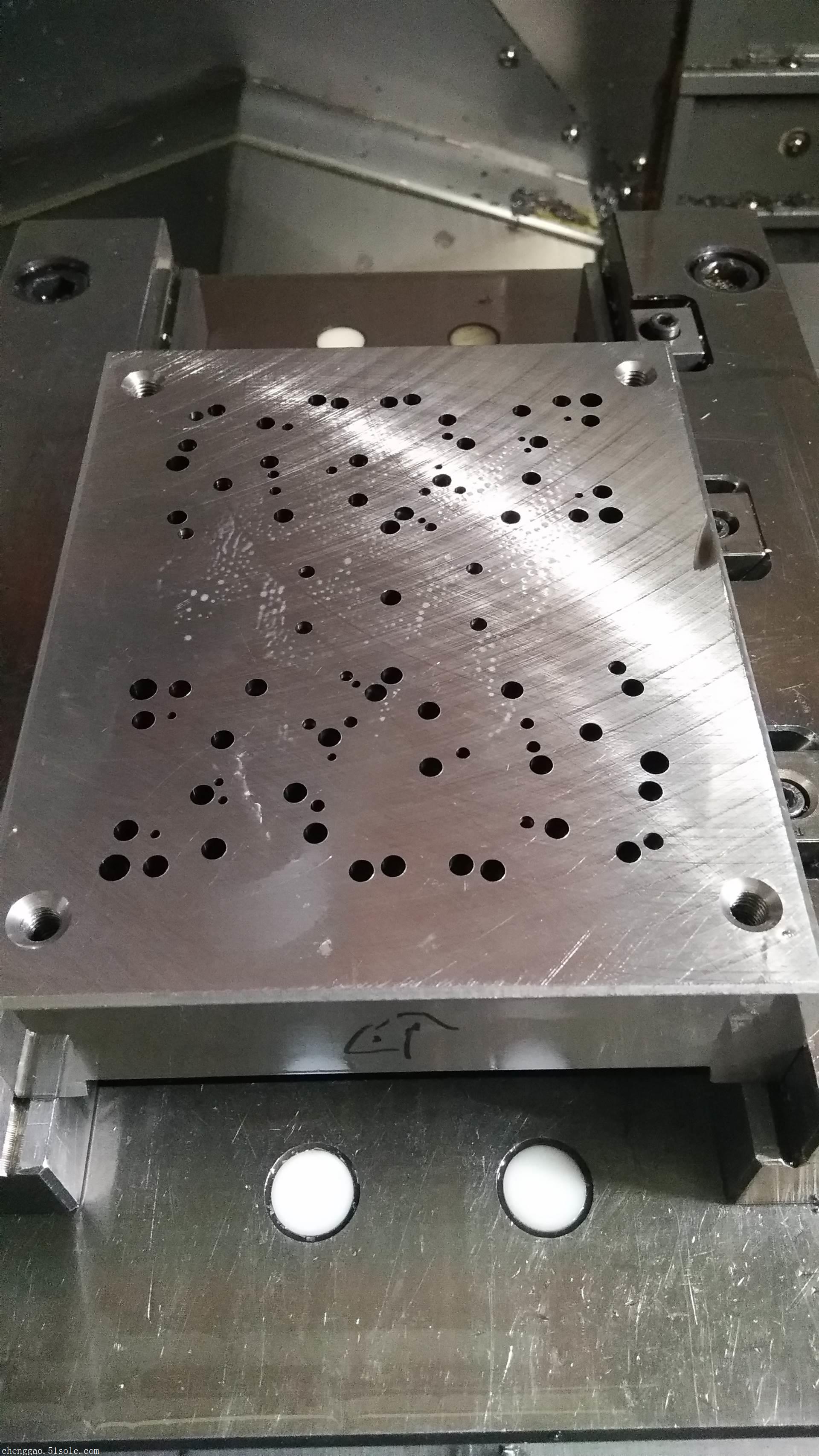
- 液壓與氣動元件:加工液壓閥體、氣缸、泵體中的精密油路孔和導向孔。
- 模具工業:制造塑料模具中的冷卻水孔、熱流道系統的加熱器孔。
- 能源裝備:加工燃油噴射系統(如噴油嘴)、散熱器管板、鍋爐管孔。
- 航空航天:用于起落架、作動筒、發動機部件中的各種深孔。
成功應用槍鉆技術需注意幾個關鍵點:
- 專用設備:通常需要配備高壓冷卻系統的專用深孔鉆床或經過改造的CNC機床,確保冷卻液壓力充足穩定(通常需達到5-20MPa或更高)。
- 精確對中與引導:加工起始點的精確對中和一個精密的引導孔(或導套)至關重要,這決定了孔的初始位置和直線度起點。
- 工藝參數優化:切削速度、進給量、冷卻液壓力與流量需要根據工件材料、孔徑和深度進行精細匹配和優化。
- 刀具維護:鉆頭的重磨需要專用設備和技術,以精確恢復其幾何角度,確保加工性能。
四、
深孔槍鉆技術作為一項成熟的精密加工工藝,通過其巧妙的刀具設計和工作原理,有效解決了小直徑深孔加工中的排屑、散熱、導向三大核心難題。隨著機床控制技術、刀具材料和冷卻技術的不斷進步,槍鉆的能力邊界仍在拓展,加工效率和質量持續提升。對于追求高精度、高可靠性的深孔零件制造而言,深入理解和掌握槍鉆技術,無疑是提升產品核心競爭力的重要一環。